


维修保养
我们乐于奉献,贡献我们对设备保养的理论、经验;我们乐于互动,搜集整理每一位用户共享给我们的贴士、窍门。我们开创了这个技术园地,努力帮助每一位用户解决设备养护过程中出现的形形色色的问题…
全国服务热线
在了解振动筛的制造工艺之前,我们还需对其结构有一定的认识!
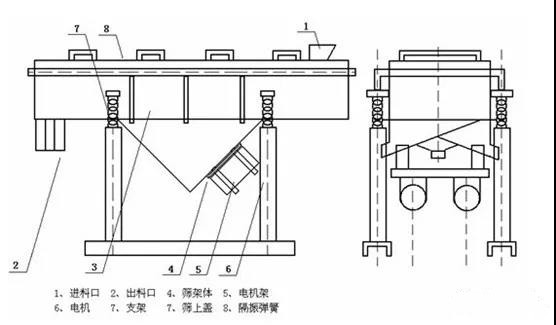
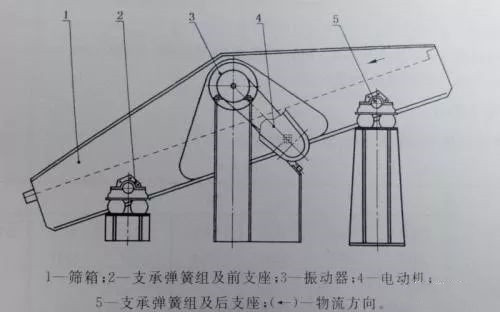
常见的大型振动筛(一般指筛面面积不小于20㎡的振动筛)包括直线筛、香蕉筛、高频筛、圆振动筛等,这些振动筛一般主要由筛箱、筛面、振动器、传动装置、隔振装置等组成。
在振动器激振作用下,筛箱和筛面产生圆形、椭圆形或直线振动,使物料松散并在筛面作抛起、下落等规律性运动,从而实现物料的分级、脱水、脱介等目的。
下面针对零部件的加工和机器的装配工艺做简要介绍!
1、侧板的加工
侧板面积较大,形状不规则,根据振动受力要求,主侧板不允许拼接,而要采用整张钢板下料。
采用传统火焰切割机下料时,钢板因受热而变形,进而影响侧板的形位公差和尺寸公差,并因切口粗糙度大而影响外观。
采用数控等离子切割机整板下料就能避免这个问题,且下料前可以通过整形措施调平钢板,能够防止钢板存在较多缺陷,下料效果较好。
为了保证侧板的对称性,可以将侧板、与侧板连接的加强板和加强角钢叠放对后点焊。传统工艺采用人工划出所有孔,由于存在人为因素的影响,划线精度难以保证。而采用平面数控钻可以实现一次装夹,同时钻出各件的所有孔,工作效率和操作精度大大提高。针对采用夹板式激振器的侧板,还需要通过镗床加工出轴承座的安装孔,再将侧板拆解,打磨焊点。
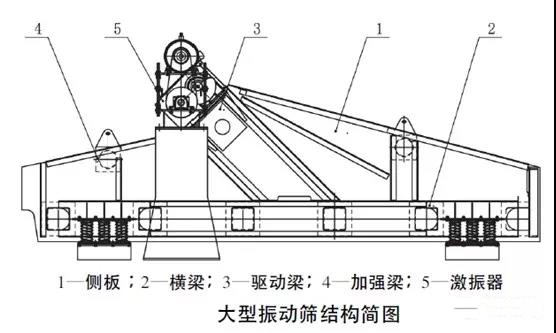
筛梁是连接在两侧板之间的部件,数量较多,通常大型振动筛的筛梁长度在3.60m以上。一般大型振动筛的筛梁包括驱动梁、横梁和加强梁等,其中驱动梁是承载箱式激振器的主体,焊接制作相对复杂;横梁和加强梁具有连接、承载筛板的作用,是比较容易发生断裂和损坏等故障的关键部件,其制造质量直接影响振动筛的使用寿命。
要提高大型振动筛的可靠性,无论是焊接方面还是机加工方面,都要保证筛梁质量,包括形位公差和尺寸公差,且焊后要做探伤检测。

3、激振器的加工
根据激振方式的不同,大型振动筛的激振器分为箱式激振器和夹板式激振器。目前,采用箱式激振器的居多。
(1)箱式激振器
箱式激振器的主要部件为箱体和齿轮,国内箱体铸造水平参差不齐,有些铸造厂采用树酯砂铸造成型工艺,能够造出符合要求的精铸箱体,且铸件加工量明显减小,外观质量显著提高。
箱体采用卧式镗铣加工中心进行一体化加工,可以实现一次装夹全部加工成型,且能够保证加工精度。如果没有此类设备,可以采用坐标镗床辅以划线方式来加工,这样基本可以保证箱体的加工质量。在加工齿轮时要注意齿部的高频淬火对内孔公差的影响,必要时可以采用磨削工艺处理,以保证加工精度。
(2)夹板式激振器
夹板式激振器的主要部件包括轴承座、轴和偏心块等,一般根据过渡配合确定轴承座的内孔公差范围,超差容易引起轴承温度偏高或轴承“耍圈”等故障,进而影响振动筛的可靠性。
如果出现超差问题,可以采用刷镀和磨削等措施进行补救。通常对偏心块的外形要求不高,可以采用插床加工;对于其内孔键槽,可以通过线切割来提高加工质量;加工顺序是先键槽后外形,加工外形时以键槽作为基准,可以提高偏心块的最终质量。
4、整机装配
整机装配就是将加工合格的零部件和采购的合格标准件组装起来的过程。研究发现:即使在所有零部件都合格的情况下,装配过程的差异对整机的可靠性影响也非常大,如果装配不当,则易使设备出现摆动、噪声、温度异常等现象,甚至出现螺栓被剪切损坏的现象。
常见的装配方法有传统整机装配和专用工装装配,这里我们介绍一下前者。
采用传统装配工艺装配筛体时,先将侧板与内外加强板、加强角钢装配在一起,装配前需要通过打磨去除毛刺,决不允许各接触面之间存在杂物。
具体做法是:
先将一侧的侧板水平放置,垂直组装横梁、加强梁和出入料梁,再与另一侧的侧板、支撑头等组装,从而形成筛箱框架。组装横梁时要检测任意两个横梁之间的对角线,如果差值过大,则需要及时调整各横梁顺序。另外,螺栓不要紧固,待后期紧固。
将筛箱平放在振动平台上,采用同等高度的四个支座支撑安装有支撑头的横梁两端,使两个侧板自然下垂,且下沿在同一水平面上。以侧板加工后的螺栓孔为基准,测量筛箱的对角线尺寸,并将误差控制在2mm以内,调整合格后紧固螺栓。在紧固螺栓的过程中,必须从筛箱中间向两头操作,在两侧侧板中部的螺栓紧固完后再紧固侧板两头的螺栓,以避免造成累计误差。
接下来需要铺装筛板,并用压筛木将筛面压紧。激振器可与筛箱并行装配,在装配夹板式激振器时,轴承外圈与内套要按照标记配对使用,同时轴承压盖与轴承的轴向间隙要符合要求。安装偏心块之前要对其分别称重,再根据质量情况配对使用,确保两侧激振力一致。在组装好激振器后,采用水平仪找平基础,再将刚度一致的支撑弹簧安装在对称位置,以保证上下支座与弹簧接触面平行。最后,将驱动电机等部件与筛体连接起来,此时就完成了整机装配。
 扫一扫咨询微信客服
扫一扫咨询微信客服



